| МАЛОФОРМАТНАЯ
МНОГОТИРАЖКА
| Обращали ли вы
внимание на то, какое вокруг количество
печатной продукции формата меньше,
чем стандартный лист А4? Тем не менее
процент заказов в типографиях именно
таких изделий достаточно высок. Мы
поговорим об особенностях изготовления
малоформатной продукции и просчитаем,
как это можно сделать наиболее экономически
выгодно. |
в
полиграфии довольно часто встречаются
изделия, размер которых во много раз меньше
формата даже самой маленькой печатной
машины. Прежде всего речь идет об этикетках
— наиболее типичном представителе малоформатной
продукции. Однако в этот список попадают
также открытки, флаеры, вкладыши в компакт-диски,
наклейки, ярлыки и т. д. Исторически огромные
объемы этих изделий печатались на листовых
офсетных машинах с последующей отделкой.
Впрочем, сегодня ситуация меняется и не
исключено, что в ближайшей перспективе
именно этикетка будет производится совсем
другим способом, но на общую тенденцию
печати малоформатной продукции это не
повлияет.
| [
вНИМАНИЕ ]
Приведенные
в статье сведения о стоимости материалов
и услуг даны здесь только в качестве
иллюстрации методики расчета и для
высчитывания конкретных затрат и
себестоимости использоваться не
могут. Каждая типография рассчитывает
все параметры заказа на основании
собственных данных. Приведенные
цифры также не могут использоваться
в качестве аргументов при спорах
между исполнителем и заказчиком
или для предварительного просчета
стоимости заказа. В предложенную
в статье схему расчетов необходимо
подставить собственные данные. |
Общие задачи
Попытаемся
кратко оценить те задачи, которые приходится
решать заказчику (и, как следствие, производителю)
этикетки на современном этапе, поскольку
исходя из них выстраивается весь технологический
процесс. В «Формате» №5-2008 мы уже писали
о сравнительно новой технологии Web-to-Print,
при которой большая часть операций по
изготовлению заказа ложится на самого
заказчика. И в этой связи ему необходимо
хорошо разбираться в том, как изготавливается
данный продукт, и на что следует обращать
внимание при его производстве.
- Минимизация
производственных затрат. Как
правило, этикетки изготавливаются большим
тиражом. Разумеется, каждая лишняя копейка
в стоимости этого изделия сильно беспокоит
заказчика. Если одну копейку умножить
на миллион экземпляров, то получатся
вполне заметные деньги.
- Cтабильность
качества во времени и внутри тиража.
Зачастую этикетка — повторяющийся
тираж, и каждый последующий должен быть
выполнен на том же уровне, что и предыдущий.
Этикетка — лицо товара, и в значительной
степени от качества ее исполнения зависит
выбор покупателя.
- Постоянное
увеличение сложности изделия.
Жесткая конкуренция товаропроизводителей
требует совершенствования как самой
продукции, так и этикетки.
Складывается противоречивая ситуация:
необходимо постоянно улучшать и усложнять
продукцию, но при этом снижать ее себестоимость.
Возможно, наши советы помогут продвинуться
в данном направлении. Методов оптимизации,
которые здесь могут быть использованы,
достаточно много, и, разумеется, в рамках
одной статьи мы обо всех рассказать не
сможем. Время от времени мы будем возвращаться
к этой теме. Сейчас поговорим о том, чего
можно добиться благодаря оптимизации расположения
изделий на листе и использованию резки
или вырубки.
Две технологии
изготовления
Мы
уже писали о том, что при производстве
этикеток применяются две технологии: разрезка
на одноножевой резальной машине с последующей
вырубкой из стопы на специальной машине
или полистная высечка этикеток без предварительной
разрезки. В обоих случаях речь идет об
изделиях (этикетках, открытках и т. д.)
сложной формы. При изготовлении прямоугольных
видов изделий (вкладышей, флаеров и других)
вырубка или высечка не используются.
Порой не так просто решить, в каких случаях
использовать вырубку, а в каких — высечку,
так как оба способа имеют свои достоинства
и недостатки. Впрочем, у заказчика не
всегда бывает выбор. Чаще всего приходится
использовать ту технологию, по которой
в типографии принято работать. В противном
случае стоит проблема выбора. С одной
стороны, полистная вырубка позволяет плотнее
уложить изделия на лист, уместив большее
их количество, и тем самым сэкономить.
С другой — вырубку выгоднее выполнять
на листах большого формата, но поскольку
этикетка изготавливается из достаточно
тонкой бумаги, вырубка из целого листа
осложняется деформацией материала и, как
следствие, повышенным числом отходов готовой
продукции. Так что однозначного ответа
на этот вопрос нет.
Раскладка изделий
на листе
Это
самая главная задача, с которой приходится
сталкиваться при изготовлении этикетки
и другой похожей продукции. Факторов,
влияющих на раскладку много. Перечислим
лишь основные.
- Дизайн
этикетки. От него зависит возможность
размещения этикетки вплотную или на
расстоянии друг от друга.
- Способ
изготовления. Этикетки, которые
предполагается вырубать из стопы, должны
обязательно располагаться друг от друга
на существенном расстоянии, чтобы после
разрезки на полуфабрикаты изделие окружало
поле размером не менее 3–5 мм.
- Направление
волокон бумаги. Этот фактор учитывается
не так часто, но ведущие товаропроизводители
обращают на него внимание. Дело в том,
что готовая этикетка, как правило, слегка
«скручивается» вокруг направления волокон.
Некоторые автоматы по наклейке этикеток
намного стабильнее работают, если в
пачке листы имеют строго заданное направление
волокон (и, соответственно, направление
деформации).
- Используемое
при изготовлении оборудование.
Иногда встречается следующая ошибка
раскладки этикеток на листе бумаги:
расположив их наилучшим образом для
печати, потом может выясниться, что
вырубить их из целого листа не представляется
возможным, поскольку, например, поле
для захвата бумаги у вырубной машины
больше, чем у печатной; или ее формат
несколько отличается от печатного (например,
при печати может использоваться лист
74х105 см, а у высекальной машины формат
не более 102 см.) В результате приходится
жертвовать одним рядом или столбцом
изделий, снижая эффективность работы.
| [
ПРОЕКТИРОВАНИЕ ДИЗАЙНА ИЗДЕЛИЯ ДЛЯ
РЕЗКИ ОДНИМ РЕЗОМ ]
Для
изготовления макета изделий, которые
могут быть уложены без припусков
на запечатываемый лист, необходимо
пользоваться несколькими простыми
правилами:
На соприкасающихся сторонах (а
у этикетки — это все четыре стороны)
не должно быть никаких выходящих
за границы формата графических элементов.
В идеале вокруг изображения следует
оставить поле не менее 2–3 мм, учитывая
точность реза изделий. Хотя у современных
резальных машин она меньше миллиметра,
но в силу некоторых законов физики
на толстой стопе и жесткой бумаге
может существенно ухудшиться, причем
сверху стопы точность будет высокая,
а снизу погрешность может достигать
1 мм и более
Если планируется делать элементы,
выходящие за обрез изделия, то их
следует тщательно продумывать. Как
правило, не создают проблем общий
сплошной или растровый фон, тангирная
сетка, регулярный орнамент. Тональные
переходы, градиенты, растяжки и
другие подобные элементы на переходе
с изделия на изделие недопустимы.
Переходящие графические элементы
в принципе возможны, но только в
том случае, если они грамотно продуманы
и точно стыкуются (например, как
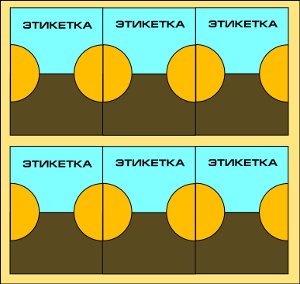
на рисунке слева). Позиционировать
их при этом в программе верстки
необходимо строго по цифрам, иначе
даже незначительные погрешности
будут сразу заметны.
Разумеется, перечислить все способы
расположения изделий под один рез
невозможно, поскольку они зависят
от конкретного дизайна. Например,
разместив два таких изделия «голова
к голове» (см. рис. справа), можно
выполнить разделение одним резом.
Важно иметь в виду: иногда, сильно
усложнив расположение изделий под
один рез, получаешь обратнуелать
элементы, выходящие за обрез изделия,
то их следует тщательно продумывать.
Как правило, не создают проблем
общий сплошной или растровый фон,
тангирная сетка, регулярный орнамент.
Тональные переходы, градиенты, растяжки
и другие подобные элементы на переходе
с изделия на изделие недопустимы.
Переходящие графичею картину. Вместо
экономии — существенное увеличение
трудозатрат на резку и, как следствие,
дополнительные финансовые расходы. |
Таким образом, проектирование спуска
листов с этикетками для последующего производства
— задача нетривиальная, и к ней следует
подходить очень внимательно.
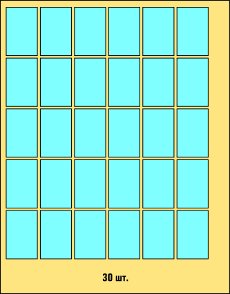
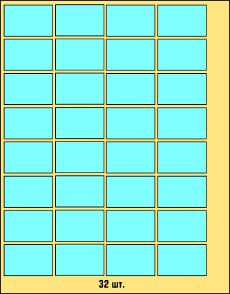
Разумеется, главным фактором финансовой
оптимизации производства этикеток является
увеличение их количества на листе бумаги.
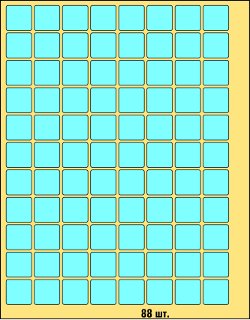
Для этикеток прямоугольной формы вариантов
не так много: этикетки можно расположить
либо вдоль листа, либо поперек (см. рис.
1). Можно еще, конечно, «добить» ряд повернутыми
этикетками, но это не слишком технологично,
поскольку может усложнить резку изделий.
Впрочем, прежде чем делать подобный спуск,
необходимо проконсультироваться с типографией,
готовы ли они будут взять такой заказ.
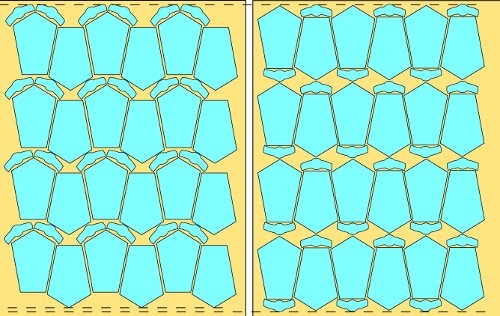 |
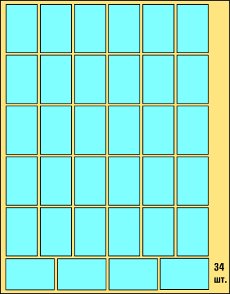
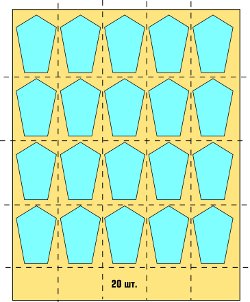
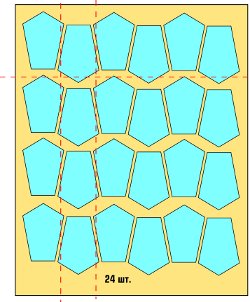
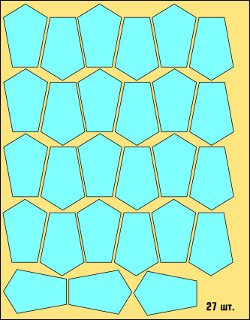
Рис.
3. Объединяя на одном листе несколько
изделий, особенно разных по размеру,
можно дополнительно сэкономить на
материале. Более того, собственно
раскладка на листе — это целое искусство.
На данном примере показана возможность
экономии материала за счет применения
более «плотной» укладки. Правда,
у кольеретки будет «неправильное»
расположение волокон бумаги. И если
это критично, то такой подход неприемлем |
При размещении прямоугольных этикеток
всегда возникает соблазн уложить их вплотную
друг к другу, чтобы, с одной стороны,
сэкономить запечатываемый материал, а
с другой — упростить резку. Однако не
каждый дизайн этикетки позволяет их укладывать
подобным образом. На это должен обратить
внимание заказчик.
Если этикетка имеет сложную форму, то
существует много вариантов раскладки таких
изделий, чтобы их поместилось на листе
как можно больше. Напомним общие правила,
как это делать.
| [
КАК ВЫГОДНЕЕ ПЕЧАТАТЬ ЭТИКЕТКИ,
ИЛИ НЕМНОГО ЭКОНОМИКИ ]
Попробуем
просчитать, насколько эффективно
может оказаться совместное изготовление
нескольких видов однотипной продукции.
В нашем случае взят комплект этикеток
для вина из собственно этикетки,
контрэтикетки и кольеретки. Изготавливать
будем высечкой из полного листа
формата 50х70 см. Для наглядности
расчетов допустим, что этикетки
следует печатать на дорогой металлизированной
бумаге. Это позволит нам увидеть,
как влияет стоимость запечатываемого
материала на экономические показатели.
Рассчитаем стоимость производства
на нескольких тиражах: от 20 до
500 тыс. экз. (меньшие тиражи этикеток
печатать промышленным способом бесперспективно).
Упростим задачу и примем, что для
изготовления этикетки не требуется
никакой дополнительной отделки (как
правило, она обычно есть). Хотя
разбор готовой продукции при вырубке
из полного листа становится довольно
трудной задачей, особенно когда
на нем собраны разные изделия, допустим,
что выполнение этой операции по
своей сложности примерно одинаково
при однотипной и разнотипной продукции.
Впрочем, при грамотном проектировании
раскладки и штампа эта проблема
будет стоять не так остро.
|
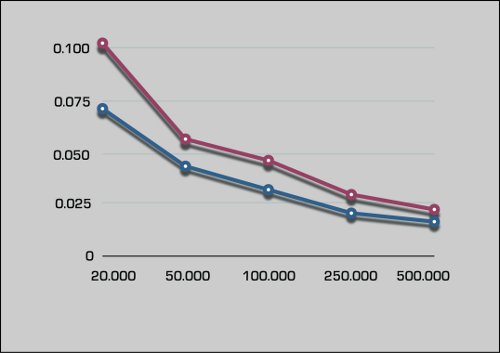
Зависимость
цены комплекта этикеток от
тиража при разных технологиях
их изготовления: раздельной
печати (верхний график) и
совместной печати (нижний
график). Любопытно, что при
дальнейшем увеличении тиража
становится эффективнее печатать
каждый элемент комплекта самостоятельно.
Более того, раздельное изготовление
легче автоматизируется, и
таким образом, возможно дальнейшее
существенное снижение цены
единицы изделия. Именно поэтому
крупные специализированные
предприятия предпочитают изготавливать
элементы комплекта по отдельности,
а мелкие и средние, наоборот,
совместно |
Итак, с одной стороны, мы имеем
три печатных листа, на каждом из
которых размещаются изделия одного
вида, причем достаточно плотно;
с другой — один лист, на котором
собран весь комплект этикеток, но
расположенные не так тесно друг
к другу. В первом случае для работы
нам придется изготовить три разных
штампа стоимостью в 250 у. е. каждый,
во втором — один, но более сложный
за 350 у. е. Эти затраты разовые
и от тиража не зависят.
Печатать в первом случае придется
три листа (примем, что печать односторонняя,
следовательно, потребуются три приладки
примерно по 150 у. е.). При тираже
20 тыс. экз. для листа 1 (собственно
этикетка) с учетом брака нужно будет
выполнить около 1000 листопрогонов,
за что придется заплатить 50 у.
е. Соответственно, для листа 2 —
всего 150 листопрогонов, для листа
3 — около 300. Плата за такой объем
печати символическая, поскольку
в процессе приладки бумаги запечатается
намного больше. При тираже 50 тыс.
экз. картина меняется не сильно:
около 100 у. е. — за печать листа
1 и практически ничего за листы
2 и 3. При тираже в 100 тыс. экз.
цифры несколько другие: 250 у. е.
за печать листа 1, около 30 у. е.
— за лист 2 и 60 у. е. — за лист
3. При тиражах 250 или 500 тыс.
экз. можно увидеть заметные отличия:
за печать комплекта из трех листов
придется заплатить около 800 у.
е., а собранного на один лист —
около 1500 у. е.
Затраты на высечку этикеток считаются
примерно так же, как и на печать:
существует стоимость приладки машины
и одного «удара» (т. е. собственно
процесса высечки). Цена зависит
от используемого оборудования: на
ручном станке она существенно меньше,
чем на автоматизированном. Более
того, цены на эти услуги в разных
типографиях отличаются намного сильнее,
чем на саму печать. В нашем случае
тиражи в 20 и 50 тыс. экз. вполне
можно высекать на ручном оборудовании
и на этом экономить. Примем для
простоты, что приладка ручной машины
стоит 200 у. е., а один «удар»,
скажем, 0,08 у. е. На большой автоматизированной
машине приладка будет стоить существенно
больше (около 600 у. е.), зато один
«удар» заметно дешевле (0,04 у.
е.). Исходя из этих цифр получаем
следующие затраты для всех трех
листов: на ручном прессе — тираж
20 тыс. экз. — 700 у. е., 50 тыс.
экз. — 850 у. е.; на дорогой автоматизированной
машине (целесообразнее использовать
на крупных тиражах) — 100 тыс. экз.
— около 2400 у. е., 250 тыс. экз.
— 2700 у. е. (удорожание по сравнению
со 100 тыс. экз. небольшое), 500
тыс. экз. — 3540 у. е.
Теперь просчитаем, сколько бумаги
понадобится на изготовление тиражей
трех листов с учетом брака. На тираж
20 тыс. экз. потребуется около 1000
листов металлизированной бумаги
формата 70х100 см и плотностью 100
г/м2. На это придется потратить
примерно 210 у. е. (70 кг бумаги
по 3 у. е. за кг). На тираж 50 тыс.
экз. — около 520 у. е., 100 тыс.
экз. — около 1000 у. е., 250 тыс.
экз. — 2400 у. е. и 500 тыс. экз.
— 4500 у. е. Сумма затрат на бумагу
увеличивается непропорционально
по простой причине: с увеличением
тиража процент отходов бумаги падает.
Теперь посчитаем стоимость одного
комплекта этикеток (при печати каждого
элемента отдельно) в зависимости
от тиража: 20 тыс. экз. — 0,1 у.
е., 50 тыс. экз. — 0,055 у. е.,
100 тыс. экз. — около 0,045 у. е.,
250 тыс. экз. — 0,029 у. е., 500
тыс. экз. — 0,021 у. е.
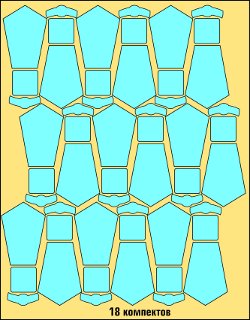
Посмотрим, насколько отличается
стоимость изготовления комплекта
этикеток при объединении его на
одном листе. На печатном листе может
уместиться 18 таких комплектов.
Соответственно, на бумагу необходимы
следующие затраты: на тираж 20 тыс.
экз. — 230 у. е., 50 тыс. экз. —
550 у. е., 100 тыс. экз. — около
1150 у. е., 250 тыс. экз. — 2700
у. е., 500 тыс. экз. — около 5000
у. е. Как можно заметить, в данном
случае на изготовление одного и
того же тиража уходит несколько
больше бумаги прежде всего в силу
менее плотной укладки изделий на
листе и большего процента бумажных
отходов. Причем с ростом тиража
эта разница становится все заметнее.
На малых тиражах ситуация компенсируется
бумагой, уходящей на приладку (при
изготовлении трех отдельных листов
требуется в три раза больше бумаги,
чем при печати в сборке).
На печать придется затратить следующие
суммы: тираж 20 тыс. экз. — 250
у. е., 50 тыс. экз. — 320 у. е.,
100 тыс. экз. — 450 у. е., 250 тыс.
экз. — 850 у. е., 500 тыс. экз.
— 1550 у. е. Затраты на вырубку
считаются по тому же принципу, что
и в предыдущем случае. Небольшие
тиражи можно высекать на ручной
машине, а крупные — на автомате.
Поскольку изделий на листе немного,
на ручной машине можно высечь разве
что тираж в 20 тыс. экз. — около
1200 листов, остальные же тиражи
— на автоматическом оборудовании.
Таким образом, высечка будет стоить:
тираж 20 тыс. экз. — 300 у. е.,
50 тыс. экз. — 720 у. е., 100 тыс.
экз. — около 830 у. е., 250 тыс.
экз. — 1200 у. е., 500 тыс. экз.
— 1800 у. е.
Исходя из этих данных можно просчитать
стоимость изготовления одного комплекта
этикеток, собранных на печатный
лист, в зависимости от тиража. Полученную
сумму мы будем увеличивать на 25–30%
в связи с использованием дополнительного
ручного труда по разбору высеченных
элементов комплекта этикеток. Соответственно,
приводим следующие цифры: при тираже
20 тыс. экз. стоимость одного комплекта
этикеток составляет 0,072 у. е.,
50 тыс. экз. — 0,045 у. е., 100
тыс. экз. — 0,034 у. е., 250 тыс.
экз — 0,023 у. е., 500 тыс. экз.
— 0,019 у. е.
Таким образом, можно сделать вывод,
что изготавливать этикетки, собирая
составные части комплекта на один
лист, финансово выгоднее. Однако
стоит обратить внимание на следующую
тенденцию. При больших тиражах разница
становится малозаметной, и, судя
по всему, если бы мы продолжили
расчеты, то при тираже 800 тыс.
экз. разницы не было бы совсем,
а при дальнейшем увеличении тиража
изготовление каждого изделия в отдельности
может стать более выгодным. Причина
проста: объединив все на один лист,
мы усложнили (и удорожали) технологию
изготовления. Кроме того, за счет
менее плотного прилегания друг к
другу элементов комплекта этикеток
больший процент дорогой бумаги уходит
в отходы.
Данный расчет лишний раз доказывает:
все технологические варианты необходимо
просчитывать заранее, во всяком
случае, когда есть желание изготовить
малоформатную продукцию экономически
эффективно. |
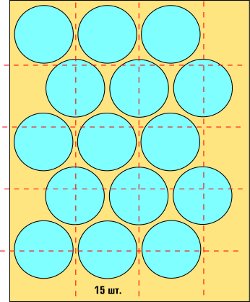
- Если высечка ведется из полного листа,
то допускается размещение изделий достаточно
близко друг к другу, вплоть до полного
соприкосновения. Более того, внутренние
пространства между изделиями сложной
формы можно также заполнять другими
изделиями сложной формы. Если формат
устройства для высечки меньше, чем у
печатной машины, то это следует сразу
учесть на этапе изготовления спуска
полос этикеток. У высекальных машин
есть свои технологические припуски и
поля, которые необходимы для нормальной
работы.
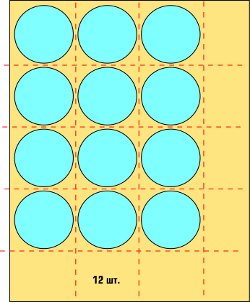
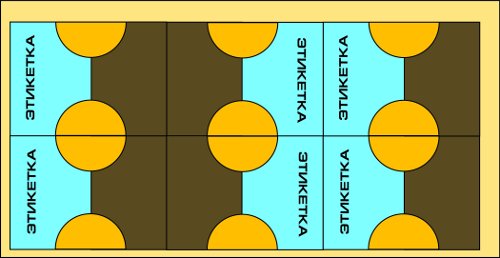
- При вырубке изделий из стопы отпечатанные
листы необходимо сначала разрезать на
небольшие стопы с одним изделием на
листе. Затем стопа продавливается через
специальный фигурный нож замкнутой формы,
и изделие принимает сложную форму, соответствующую
форме режущей кромки ножа. Здесь к размещению
изделий предъявляются некоторые требования.
Поскольку разрезка проводится на одноножевой
резальной машине, следует предусмотреть
припуски для разрезки прямыми линиями.
Более того, вокруг каждого изделия должны
быть припуски в 3–5 мм, необходимые
для нормальной работы вырубной машины.
Например, типичная ошибка расположения
круглых элементов на полосе показана
на рис. 2. Элементы находятся на листе
так плотно друг к другу, что разрезать
их, не повредив половины, невозможно.
Такую конструкцию можно высечь только
из целого листа.

Метки реза
Для
резки большого количества изделий, размещенных
на одном листе, технология требует наличия
на нем меток реза. Если изделия размещаются
на листе с припусками на резку, то в эти
припуски можно поместить и сами метки
реза, которые в этом случае не попадают
в рабочее поле этикетки. Такое расположение
меток называется «метки наружу». При резке
изделий одним резом невозможно создать
поле для размещения меток реза (потеряется
всякий смысл этого метода), поэтому метки
можно поставить только по краю полосы.
Без меток разрезать много этикеток можно
только на хорошей одноножевой резальной
машине с программным управлением. Необходимо
осведомиться о наличии такой машины в
типографии, где планируется проводить
работы.
При резке под последующую вырубку метки
реза можно разместить внутри того полуфабриката,
который получается при разделении листа.
При этом эти полуфабрикаты могут стоять
вплотную друг к другу или с дополнительными
припусками. В этом случае метки реза оказываются
внутри изделия, и такое их расположение
называется «метки внутрь».
Размещение меток реза на листе никакими
стандартами не регламентируется — необходимо
руководствоваться здравым смыслом. Цвет
линий должен быть контрастным по отношению
к сюжету (темное — на светлом, светлое
— на темном), а толщина меток реза — минимальной
(25–50 мкм). Печатать метки реза в три–четыре
краски нецелесообразно: даже незначительная
неприводка приведет к «размыванию» метки
реза и, как следствие, к снижению точности
«прицеливания».
Комплекты этикеток
Многие
виды этикеток (например, винных) требуется
изготавливать комплектом. Типичный пример:
этикетка, контрэтикетка (приклеивается
на противоположную от этикетки сторону
бутылки) и кольеретка (приклеивается на
горлышко). Чаще всего каждая часть этого
комплекта печатается отдельно и рассматривается
как самостоятельное изделие. Однако в
ряде случаев можно добиться хорошей экономической
выгоды, если объединить их на один лист:
тем самым несколько заказов печатаются
и обрабатываются одновременно, к тому
же экономится использование запечатываемого
материала. О том, насколько это выгодно,
см. справку.

|

2008.jpg)