| Проблема
«призрачных изображений» во флексографии
| Когда речь заходит
о дефектах печати, иногда довольно
сложно бывает определить причину их
возникновения. Характеристики формы,
запечатываемого материала, краски,
монтажной ленты, скорость и условия
печати - порой извлечь из нагромождения
десятков факторов, влияний и взаимодействий
необходимую информацию бывает чрезвычайно
тяжело. В этой статье автор дает определение
одному из дефектов, проявившихся с
повышением скорости флексографской
печати, и кратко описывает возможные
пути его устранения. |
Кристоф Гарнье,
менеджер по техническому
обслуживанию компании SICPA (Франция)
В
результате внедрения последних технологических
усовершенствований значительно улучшилось
качество и снизилась стоимость флексографского
способа печати, что существенно расширило
поле его применения.
Производители печатной продукции получили
доступ к таким передовым достижениям,
как керамические анилоксовые валы с лазерной
гравировкой, цифровая допечатная подготовка,
фотополимерные формы, технология CtP и
печать на высокой скорости с использованием
высоколиниатурных анилоксов.
Однако, несмотря на продолжающийся рост
качества флексографской печати, большинство
производителей не используют всех возможностей
своих машин и регулярно сталкиваются с
проблемами при печати. По результатам
исследований, 70% проявляющихся дефектов
напрямую связаны с применяемыми технологиями.
Производители печатного оборудования и
поставщики красок издали много руководств
по решению проблем, описывающих наиболее
важные дефекты печати, их причины и способы
устранения.
Данная статья посвящена одной из проблем
флексографии, которой часто дают название
«призраки». «Призрачные изображения» -
хорошо известное явление в офсетном процессе,
но в литературе, посвященной флексографии,
ей уделено мало внимания.
Что такое «призрачные
изображения»?
Дефект
выглядит как непредусмотренный дизайном
нечеткий рисунок на плашке. Цвет постороннего
изображения и плашки, на которой оно проявилось,
всегда совпадает. «Призрак» всегда расположен
в одном и том же месте и по сути дублирует
нормальный печатный элемент, присутствующий
в дизайне, но поступательно смещенный
в направлении печати. Возникшее изображение
может быть темнее плашки, на которой оно
проявилось, но может быть и светлее. Указанный
дефект ограничен пределами одной печатной
секции и не оказывает влияния на другие.
Причины дефекта
Теории,
объясняющие рассматриваемое явление, основаны
на различных предположениях.
По мнению производителей полиграфического
оборудования, причина возникновения «призраков»
заключена в свойствах красок, точнее -
в скорости их высыхания. После частичного
испарения жидких компонентов слишком быстрое
высыхание краски может привести к ее накоплению
на дне ячеек анилокса в более концентрированном
состоянии. Это приводит к переносу на
форму, а затем и на материал более насыщенной
краски и появлению более темных областей
на оттиске.
На основании такого анализа делается
заключение, что проблема решается путем
изменения состава разбавителя в сторону
замедления высыхания растворителей или
повышения скорости печати, когда это возможно.
Это позволит ослабить или устранить появление
призрачных изображений, одновременно повышая
риск возникновения слипания в рулоне.
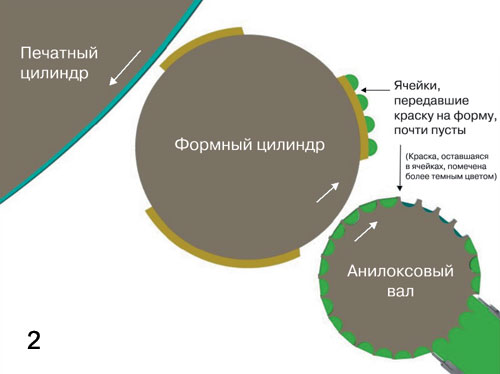
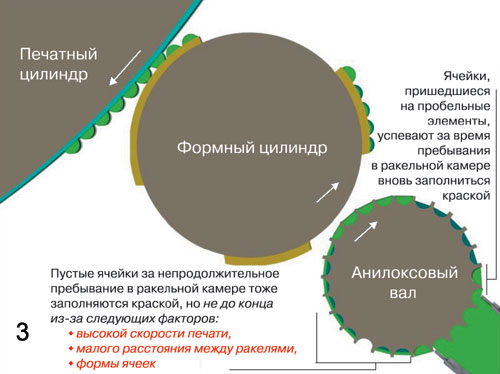
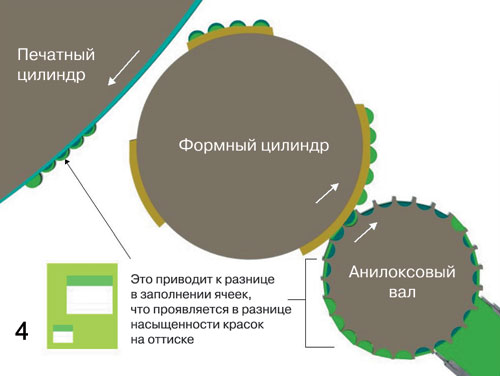
Рис. 1–4. Этапы, иллюстрирующие
возникновение явления «призраков» во флексографии

Подход SICPA
Несмотря
на то, что связь свойств краски с возникновением
посторонних изображений на плашке несомненно
существует, это не является исчерпывающим
объяснением объяснением причин появления
рассматриваемого дефекта, сложность которого
обусловлена влиянием множества факторов.
Как правило, «призрачные изображения»
связаны с механическими явлениями.
При скорости 300 м/мин время оборота
ячеек анилокса перед повторным входом
в камеру ракельной системы составляет
менее 0,1 с. Этот промежуток времени слишком
мал, чтобы краска успела засохнуть.
Кроме того, время прохождения ячейки
через камерный ракель приближается к 0,01
с - недостаточно, чтобы заполнить ячейки
полностью.
Как добиться идеального заполнения ячеек
анилоксового вала в камерном ракеле при
высокой скорости печати? Поскольку технология
постоянно совершенствуется, задачей производителей
красок становится творческий поиск новых
подходов, с помощью которых последние
технологические достижения станут доступными
для производственников.
Поставщики красок должны быть знакомы
с новыми технологиями, открывающими дорогу
к разработкам сложных высокоскоростных
печатных машин, цифровой допечатной подготовки,
еще более эффективных печатных форм, монтажных
лент, анилоксовых валов, клеев, материалов...
При более подробном рассмотрении параметров
печатного процесса можно сделать вывод,
что высокая скорость печати, недостаточное
давление и слишком малое количество краски
в ракельной камере могут усугубить проблему
по причине неполного заполнения ячеек
анилокса свежей краской.
На рис. 1–4 показаны этапы переноса краски,
что иллюстрирует явление «призраков».
Решение SICPA
Выход
из сложившийся ситуации заключается в
обеспечении заполнения краской ячеек анилокса.
Это осуществляется за счет изменения следующих
параметров:
- эффективности распределения краски
в камере;
- размеров ракельной камеры - чем больше
расстояние между лезвиями, тем больше
имеется времени для заполнения ячеек
анилокса краской. Однако, согласно некоторым
исследованиям, только увеличения дистанции
между ракелями недостаточно для полного
заполнения ячеек;
- формы и объема ячейки. Гладкие стенки
и малая глубина способствуют эффективному
выходу краски из ячеек. Соотношение
размеров ячеек анилоксового вала (cell-to-opening
ratio, COR) - важный фактор, который
обязательно нужно принимать во внимание;
- текучести, поверхностного натяжения
и реологии краски.
Стоит отметить, что существуют некоторые
новые конструкции камерных ракелей с принудительным
динамическим заполнением ячеек.
Следующий этап
В
ближайшее время научная группа компании
SICPA намерена провести отдельное исследование,
посвященное влиянию эффективности выхода
краски из ячеек на появление «призрачных
изображений» и учитывающее следующие факторы:
- вязкость, состав, марка растворителя
краски;
- жесткость печатной формы и ее производитель;
- обработка поверхности материала;
- форма, конструкция, размеры ракельной
камеры;
- угол заточки и твердость ракеля;
- жесткость, компрессионные свойства,
производитель монтажной ленты;
- угол растра, форма и соотношение
размеров ячеек, технология гравировки,
размеры, поставщик анилоксового вала.
Исследования будут проведены в научном-техническом
центре Centre of Exellence в Аннемассе
(Франция), специализирующемся на жидких
красках для упаковки, печатный отдел которого
недавно был оснащен новой качественной
печатной машиной. В ходе работ будут задействованы
знания и опыт сотрудников SICPA, собранные
на конференциях, форумах, технических
испытаниях, в поездках по всему миру.
Компания SICPA подготовила сборник рекомендаций
по решению различных проблем флексографской
печати. Он находится в широком доступе
и предназначен для помощи в распознавании
и устранении наиболее распространенных
затруднений.

|

2005.jpg)
