| Флексографская
печать: новый скачок качества?
| Приближающаяся
выставка drupa 2004, без сомнения,
даст новый импульс развитию как полиграфии
в целом, так и печати упаковки. Сегодня
мы публикуем взгляд на развитие флексографии
Й. Рихтера, одного из специалистов-исследователей
DFTA (Флексографской технической ассоциации
Германии). Статья любезно предоставлена
Messe Duesseldorf - организатором
выставки drupa. |
Йохен
Рихтер,
дипломированный инженер,
Фильдерштадт,
Германия
 Беспрецедентное
повышение качества флексографской печати
за прошедшие годы имеет множество причин
и является результатом постоянного совершенствования
технологии. Этому способствовали разработки
прямого привода печатных машин, высоколиниатурных
анилоксовых валов с улучшенной геометрией
ячейки, совершенствование печатных красок
и улучшение краскопереноса, а также изобретение
гравирования флексографской печатной формы
лазерным лучом. Грядущая выставка drupa
2004 сможет дать представление о современном
уровне качества и вместе с тем стимулирует
новые разработки для флексографии. Беспрецедентное
повышение качества флексографской печати
за прошедшие годы имеет множество причин
и является результатом постоянного совершенствования
технологии. Этому способствовали разработки
прямого привода печатных машин, высоколиниатурных
анилоксовых валов с улучшенной геометрией
ячейки, совершенствование печатных красок
и улучшение краскопереноса, а также изобретение
гравирования флексографской печатной формы
лазерным лучом. Грядущая выставка drupa
2004 сможет дать представление о современном
уровне качества и вместе с тем стимулирует
новые разработки для флексографии.
Флексография в Германии - это печать
на упаковке, для которой характерны свои
специфические требования. Несмотря на
то, что в других частях света флексография
широко применяется для печати другой продукции,
например, для выпуска ежедневных газет
- только в США этот способ используется
в более чем 40 типографиях - эта статья
посвящена печати на упаковке. Не осталась
незамеченной постоянная тенденция к росту
доли рынка, занимаемой флексографской
печатью упаковки, по сравнению с прочими
конкурирующими способами печати.
Флексографские машины с прямым приводом
Среди
новинок флексографского машиностроения,
естественно, надо упомянуть технологию
прямого привода. Впервые она использовалась
на узкорулонных машинах линейного построения,
а в 1998 г. фирма Windmoeller & Hoelscher
установила первую планетарную машину такого
типа для печати гибкой упаковки. Сегодня,
согласно данным производителей в этой
области, при закупке нового оборудования
в Европе почти всегда выбирается эта технология.
И в странах, где по экономическим причинам
пока вынуждены работать на машинах с зубчатыми
передачами, заметно однозначное стремление
к технологии прямого привода. Какие же
преимущества дает она? При помощи так
называемого «электронного вала», который
без вибраций заменяет жесткую зубчатую
связь, могут быть реализованы все желаемые
длины раппорта с плавным переходом между
ними. Это означает, что возможно изменение
длины раппорта на величину, соответствующую
дробному числу зубьев, без использования
вспомогательных средств. Кроме того, могут
применяться запечатываемые материалы большего,
чем обычно, диапазона толщин. Этот аспект
существенно упрощает замену запечатываемого
материала при смене заказа.
 |
 |
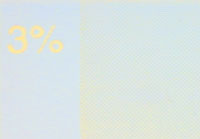 |
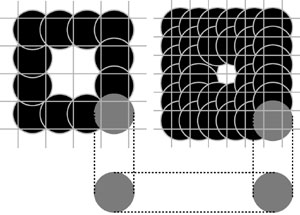
Рис. 1. Флексография позволяет воспроизвести
даже самые мелкие
детали красками с металлическими пигментами |
Как сказывается это преимущество на качестве
печати? Машины с прямым приводом, согласно
данным их производителей, позволяют осуществлять
изменение длины раппорта каждой отдельной
секции. Это означает, что точность приводки
в продольном направлении значительно улучшается,
поскольку можно скорректировать зависящую
от изображения индивидуальную деформацию
печатной формы, возникающую в результате
ее монтажа. Таким образом, уменьшается
необходимое значение треппинга.
Этот аспект интересен не только для
гибкой упаковки, но и, кроме прочего,
для прямой печати по гофрокартону. С целью
использования преимуществ обеих технологий
в машинах Bobst от прямого привода работают
только отдельные компоненты печатной секции,
а остальные, как и прежде, от общего двигателя.
Философия фирм Goepfert и Cuir, напротив,
заключается в максимально возможном использовании
индивидуальных двигателей. Непосредственно
сравнить эти системы можно будет на будущей
выставке drupa 2004.
Улучшенные анилоксовые валы
Еще
одним объектом постоянных инноваций являются
растровые валы, используемые для передачи
краски на печатную форму. Если еще шесть
лет тому назад был актуален девиз «чем
мельче, тем лучше», то сегодня тенденции
изменились. Производители сконцентрировали
свои усилия на разработке новой геометрии
ячеек, а также на улучшении поверхностных
свойств анилоксовых валов посредством
их покрытия или усовершенствования применяемой
сегодня керамики. Для сегмента высококачественной
гибкой упаковки, где идет постоянная борьба
с глубокой печатью, этот фактор является
решающим. Каждый месяц в прессе публикуются
статьи, рассказывающие о новых, улучшенных
анилоксовых валах или их покрытиях.
Оптимизированные печатные краски
Описанные
выше новые технологии оказывают влияние
и на печатные краски. Возрастают требования
к воспроизведению деталей, стойкостным
и цветностным свойствам красок, и этим
условиям должен удовлетворять все уменьшающийся
объем краски при печати. Совершенствование
системы связующих и повышение концентрации
пигмента привели к достижению требуемой
оптической плотности при меньшем количестве
краски. Отсюда следует хотя и медленное,
но стабильное распространение УФ-отверждаемых
красок. Если в Германии полиграфисты еще
очень сдержанны в использовании УФ-отверждаемых
флексографских красок при запечатывании
картонных коробок, то международные конкурсы
на лучшее печатное изделие доказывают,
что в есть у этого способа печати огромные
возможности. Прежде всего, дальнейшее
уменьшение запаха и значительно снизившееся
пыление красок являются основным аргументом
для их применения в узкорулонной печати,
поскольку благодаря превосходному блеску
и стойкостным свойствам часто можно не
производить отделку оттисков.
Новые разработки в технологиях сушки
приводят к быстрому и энергосберегающему
отверждению красочной пленки. При этом
кислород воздуха, препятствующий процессу
полимеризации, в значительной степени
вытесняется из сушильного устройства и
заменяется азотом. Можно сэкономить на
мощности излучателя и благодаря этому
уменьшить степень нагрева запечатываемого
материала. Следующий аргумент флексографской
печати в этой сфере - это однозначно лучшее
качество по сравнению с офсетом при печати
специальными красками, такими, как например,
краски с металлическими пигментами (рис.
1). За прошедшие годы была значительно
увеличена степень размола пигмента таких
красок, благодаря чему стало возможным
применение анилоксовых валов более высокой
линиатуры, что позволяет воспроизводить
мельчайшие детали изображения.
«Цифровые»
фотополимеры или прямое гравирование?
|
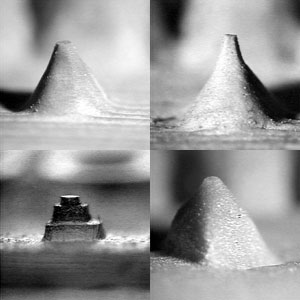
Рис. 2. Мелкие детали на форме можно
получить при помощи перекрывающихся
пятен лазера
|
Со
времени первой мировой презентации записанных
цифровым способом флексографских печатных
форм на выставке drupa 1995 и презентации
полимерных форм, полученных прямым лазерным
гравированием, на drupa 2000, разгорелась
бурная и непрекращающаяся дискуссия о
том, какой способ лучше по качественным
и экономическим показателям. При прямом
лазерном гравировании печатающий рельеф
образуется на ровной поверхности при помощи
лазера. Этот способ не нов: 30 лет назад
лазером гравировались резиновые клише.
При CtP-технологии используются полимерные
флексографские пластины, покрытые черным
маскирующим слоем (LAMS), который удаляется
лазерным лучом с печатающих элементов,
и затем пластины экспонируются УФ-лучами,
вымываются и высушиваются. В чем же разница?
До недавнего времени фотополимерные пластины
обладали, бесспорно, более высокой разрешающей
способностью и более кратким временем
экспонирования. Современные лазерные устройства
записи для флексографских пластин используют
до 8 параллельных лазерных лучей (твердотельный
лазер Nd:YAG), что значительно снижает
продолжительность записи. Конечно, пластины
должны после этого экспонироваться, вымываться
и высушиваться, что занимает значительное
время. Новые разработки, такие как система
Cyrel FAST, решают эту проблему: неполимеризованный
формный материал удаляется термическим
способом, и печатная форма сразу после
этого готова к работе. Сегодня пока еще
ограничен формат обрабатываемых в этой
системе пластин, но через некоторое время
может появиться возможность получения
крупноформатных печатных форм.
Технология тонких гильз
Следующая
разработка, которая обещает значительно
улучшить достижимое во флексографской
печати качество, это технология тонких
гильз, которая предлагается, например,
марками Cyrel и Akl. Она объединяет преимущества
обычной полимерной формы с достоинствами
формы, изготовленной в цилиндрическом
виде, поскольку такие формы при монтаже
не искажаются в зависимости от изображения.
Фотополимерный материал наносится на тонкую
и поэтому дешевую гильзу, экспонируется
и вымывается со всех сторон одновременно.
Закрепление в печатной машине осуществляется
с помощью гильзы-адаптора. К сожалению,
из-за малой распространенности на данный
момент эта система слишком дорога для
широкого применения.
Достоинства прямого гравирования
Существует
принципиальное отличие между используемыми
в прямом гравировании материалами. Резиновые
клише, гравированные с низким разрешением,
не являются новинкой на рынке. Представленная
на выставке drupa 2000 фирмой BASF полимерная
форма, изготовленная прямым гравированием,
привлекла внимание, хоть и подвергалась
критике. Слышались различные высказывания,
среди них «Нерентабельно, поскольку слишком
медленно», «Высокие разрешения недостижимы,
поскольку слишком велик диаметр луча применяемого
СО2-лазера!» и прочие. Последняя новость
заставила эти голоса замолчать или хотя
бы задуматься, поскольку недавно стало
известно о первой установке фирмами BASF
и STK Schablonentechnik подобного устройства
на предприятии GRS GmbH в городе Удер
(Германия). Это стало возможным благодаря
умелому использованию перекрывающихся
записывающих точек лазера, которые позволяют
получать на форме элементы, меньшие, чем
сам диаметр пятна (рис. 2).
|
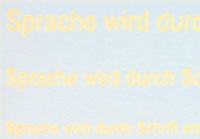
Рис. 3. Наглядее всего разнообразие
очертаний
точек, полученных на форме прямым
лазерным
гравированием, проявляется на примере
отдельно стоящей микроточки
|
Для этого системы различного производства
модифицируются таким образом, чтобы можно
было перестроиться с одного луча на работу
несколькими лучами (до трех), которые
из-за различной своей мощности гравируют
материал на разную глубину и таким образом
обеспечивают значительно лучшее формирование
склонов растровых точек. Еще одной инновацией
в этой области является комбинация СО2-лазера
для предварительного формирования рельефа,
особенно глубоких участков, с твердотельным
гранатовым лазером, который из-за значительно
меньшего диаметра пятна может сформировать
склоны печатающих элементов заранее определенной
формы. Ограничения здесь заданы самим
формным материалом, поскольку излучение
лазера Nd:YAG поглощается не всеми материалами,
в противоположность цифровой записи форм
(рис. 3).
Описанное выше значительное улучшение
качества гравированных форм подтверждается
и двумя проведенными в технологическом
центре DFTA исследованиями. Если при сравнении
различных технологий изготовления печатных
форм, представленном на весеннем заседании
DFTA в 2001 г., предпочтение однозначно
было отдано фотополимерным формам, то
результаты исследований гравированных
форм в 2003 г. показывают значительный
скачок в их качестве и уже могут явиться
серьезным основанием для нового обсуждения
лидирующей технологии (рис. 4). По этим
результатам летом 2003 г. появился научный
отчет.
Это лишь некоторые из тех изменений,
которые в последнее время произошли в
технологии изготовления печатных форм.
В распространенной, как и прежде, технологии
аналогового изготовления форм появилось
новое экспонирующее устройство непрерывного
действия QualityDOT, разработанное фирмой
Theimer в сотрудничестве с Flexo-Technik
Handels и GmbH InnoFlex с целью более
стабильного экспонирования форм. Разработки
в области программного обеспечения для
достижения меньших размеров точки также
оказывают достойное сопротивление конкуренции
со стороны «цифровой» флексографии.
Развитие продолжается
|
Рис. 4. Шрифты мелкого кегля можно
воспроизвести, используя
прямое лазерное гравирование, с
оптимальным контролем
процееса. На увеличенном фрагменте
- шрифты 1–3 пункта
|
Совершенствование
технологии флексографской печати еще не
достигло своего предела, и новинки, представленные
на рынке на момент написания этой статьи,
могут быть скоро замещены более современными.
Самая актуальная информация по новейшим
исследованиям, касающимся как печатных
машин, так и анилоксовых валов, красок,
печатных форм или многих не рассмотренных,
но влияющих на качество печати факторов
(например, автоматизированное управление
приводкой, усовершенствованная система
камерных ракелей) может быть получена
только после одновременного сравнения
этих разработок. Поэтому всем нам интересно,
что же предложит drupa 2004.

|

2003.jpg)