Продолжаем
линию печати
Как сэкономить на вырубке печатной продукции?
| Самое важное для
типографий - быстро отдать заказ клиенту.
Если продукцию отпечатать за час,
но при этом на послепечатную обработку
уйдет два дня, это вряд ли устроит
заказчика. Однако высечка, перфорация,
разрезка и биговка обычно выполняются
на оборудовании, производительность
которого намного меньше, чем у печатной
машины. Как оптимизировать процесс,
читайте в статье. |
 |
Дмитрий ГАН,
специалист компании
«Гейдельберг СНГ»
|
 Речь
пойдет не обо всех отделочных операциях,
а только о небольшой, но очень важной
их части - вырубке и высечке печатной
продукции. Спрос на такой товар все возрастает.
Прямоугольными этикетками и открытками
теперь никого не удивишь, на смену им
приходит продукция сложной формы, требующей
вырубки (или высечки, если она самоклеящаяся).
Растет число упаковки из высококачественного
мелованного картона со сложным полутоновым
изображением. Речь
пойдет не обо всех отделочных операциях,
а только о небольшой, но очень важной
их части - вырубке и высечке печатной
продукции. Спрос на такой товар все возрастает.
Прямоугольными этикетками и открытками
теперь никого не удивишь, на смену им
приходит продукция сложной формы, требующей
вырубки (или высечки, если она самоклеящаяся).
Растет число упаковки из высококачественного
мелованного картона со сложным полутоновым
изображением.
Как это делается?
Вырубку
печатной продукции проводят на нескольких
видах специализированного оборудования.
- Самое простое из них - тигельные
печатные машины, которые есть во многих
типографиях еще с советских времен.
Качество вырубки на них оставляет желать
лучшего: ножницеобразный контакт плиты
и штампа приводит к неравномерности
давления внизу и вверху штампа и большим
сложностям с его регулировкой. Да и
производительность очень низкая.
- Стопцилиндровые машины высокой печати
(штамп зажимается вместо формы). Качество
вырубки или высечки довольно высокое.
Хотя есть и недостатки: невысокая скорость,
проблемы с удалением облоя, низкая степень
автоматизации процесса.
- Специализированное оборудование для
вырубки и высечки. Его производят многие
фирмы, в частности Bobst, Iberica, Sanwa,
Kama. Машины обеспечивают высокое качество
вырубки, большую степень автоматизации,
могут выполнять другие функции (например,
тиснение фольгой, конгрев и т. д.) Однако
их производительность все же ниже, чем
у печатных машин, при этом стоит такое
оборудование немало, плюс при работе
требуются дополнительные технологические
операции.
- Идеальный вариант - получать готовую
продукцию непосредственно на печатной
машине в режиме on-line. На таком оборудовании
мы хотим остановиться подробнее.
 Высечка в линию
Устройство
высечки в линию располагается после последней
печатной секции и в сущности является
модернизированной лакировальной секцией.
Магнитный цилиндр, находящийся в секции
высечки, служит основой, который притягивает
многократно используемые формы для высечки
и вакуумное устройство отсоса. Оно удаляет
облой из машины через вытяжку и помещает
его в контейнер для сбора отходов. Магнитный
цилиндр имеет систему приводки и планку
позиционирования формы. Благодаря им,
печатник точно знает, где надо разместить
форму для высечки. Поперечная, осевая
и диагональная приводки регулируются на
пульте управления. Многие производители
высекальных форм могут делать их с цифровых
данных или пленки: в России, правда, таких
компаний пока нет, но заказать формы за
рубежом можно без особого труда.
 |
Установка вырубного штампа |
Устройство высечки в линию может быть
поднято на 250 мм (так же, как и лакировальная
секция), при этом установка формы при
смене работы выполняется на удобной высоте.
На этой форме для высечки прямо перед
вакуумными отверстиями расположены горизонтальные
линии разлома, задача которых нейтрализовать
стойкость картона на изгиб (для вакуумного
удаления отходов).
При изготовлении форм на стадии допечатных
процессов надо располагать изображение
с учетом отверстий магнитного цилиндра.
Для того чтобы облой без проблем попадал
в устройство отсоса, нужно задействовать
как можно больше вакуумных отверстий.
Чтобы контур высечки соответствовал изображению,
при изготовлении форм надо учитывать определенный
фактор искажения в зависимости от высоты
линейки реза - так называемый учет дисторции.
Высечные формы производятся с инструментом
трех размеров 0,5 мм, 0,75 мм и 1,0 мм,
и для каждого существует монтажный лист
с соответствующим фактором искажения.
Проблемы и решения
Столкнуться
с проблемой можно при высечке поперечных
и продольных линий. В отличие от продольной,
при поперечной просечке давление мгновенно
создается по всей длине линии реза. Чем
длиннее линия, тем больше усилий требуется
приложить для сквозной просечки.
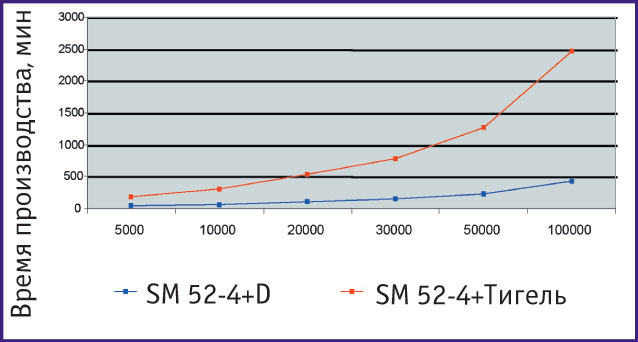
Сравнение времени производства
на примере самоклеящихся почтовых марок
В зависимости от толщины и вида запечатываемого
материала, от длины поперечной линии магнитный
цилиндр отводится на определенную величину.
Он отпружинивает, и зазор между магнитным
и печатным цилиндром увеличивается. Это
приводит к тому, что продольные линии
просекаются до мест в области поперечных
линий. Поперечные линии, однако, не прорезают
материал насквозь. Чтобы компенсировать
отпружинивание магнитного цилиндра в области
линии поперечной просечки, требуется приправка.
Она производится при помощи специальных
лент разной толщины, которые приклеиваются
в соответствующие места на обратной стороне
формы для ручного увеличения высоты высечных
линеек. Некоторые производители это учитывают
и часто делают формы для высечки с соответствующими
различиями по высоте линеек.
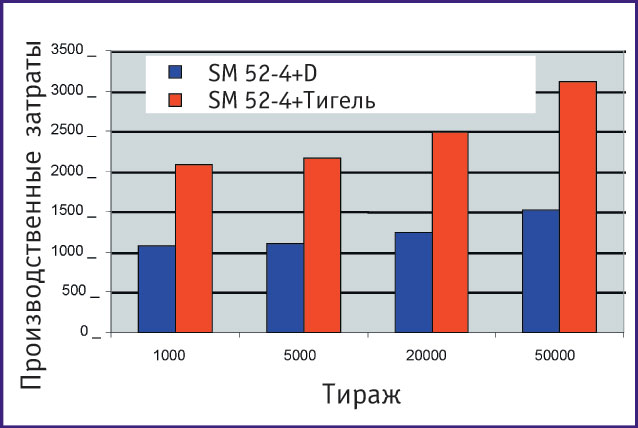
Сравнение производственных
затрат на примере самоклеящихся почтовых
марок
Описанная система применена в машине
Heidelberg Speedmaster SM 52, дебют которой
состоялся на выставке IPEX 2002 в Бирмингеме.
Система позволяет выполнять перфорацию,
вырубку, биговку и разрезку, а также высечку
этикеток (наклеек) любых форм и размеров
(прямоугольных, квадратных, круглых или
сложной формы). Вырубка и высечка в линию
устанавливается на четырех-, пяти- и шестикрасочных
машинах Speedmaster SM 52.
Альтернатива
Есть
и другие системы высечки в линию. В одной
из них применяется магнитная пленка, на
которую крепятся инструмент, защитная
пленка печатного цилиндра, прокладочные
пленки для запечатываемого материала.
Принцип действия системы в следующем:
вместо офсетного полотна крепится пластина
для высечки, после чего осуществляется
позиционирование высечного инструмента
при помощи вспомогательного устройства.
Преимущества таких систем в том, что
установка не требует дополнительных устройств,
а секцию можно использовать как для печати,
так и для послепечатной обработки. Недостатки:
установка занимает много времени; трудоемкое
позиционирование сюжета; ограниченная
износостойкость. Кроме того, удерживающая
сила магнитной пленки невелика, и высечная
пластина может смещаться. Магнитная пленка
очень мягкая, деформируется после нескольких
смен и дает плохие результаты высечки
из-за отпружинивания.
Самый главный недостаток в том, что у
системы нет устройства удаления облоя,
а значит вырубать таким способом можно
ограниченный набор продукции или только
полуфабрикаты, требующие последующей (часто
ручной) доработки.
Биговка продукции в печатной машине
Устройство
высечки в линию на машине Speedmaster
SM 52 позволяет осуществлять высечку с
единичным позиционированием очень точно,
сокращая время на наладку. Печатники могут
выполнять высечку, надсечку, разрезку
и перфорацию по сырому на скорости до
15 тыс. отт/ч.
С января 2003 г. в арсенале Heidelberg
появилась уникальная система биговки:
основанная на специальных матрицах для
высечки, она позволяет обрабатывать материал
толщиной свыше 0,3 мм. При одновременной
высечке и биговке ответные формы крепятся
на печатный цилиндр, что дает возможность
выполнять сложные работы, связанные с
высечкой и необходимые для производства
складных коробок. Качество и точность
работы очень высокие. Быстрое время наладки
значительно повышает производительность
и позволяет выполнять повторные работы
в предельно короткие сроки.
На предстоящей выставке drupa Speedmaster
SM 52 с высечкой в линию будет показан
на стенде компании Wink (одного из мировых
лидеров в производстве вырубных ротационных
штампов).
Время и стоимость
Если
сравнить выполнение печатных работ на
машине Speedmaster SM 52-4-H (H = высокий
стапель) с последующим финишингом на плоскопечатной
машине и выполнение той же работы на машине
Speedmaster SM 52-4 + D (D = секция вырубки),
то плюсы первого варианта будут очевидны.
Это сокращение времени наладки и производства,
невысокая себестоимость выполнения тиража
от 1 тыс. экземпляров и выше. Выполнение
более коротких тиражей зависит, главным
образом, от стоимости высекального штампа.
Чем больше тиражи, тем больше прибыль
от использования устройства высечки в
линию.
Итоги
Похоже,
именно за системами высечки в линию будущее
в изготовлении брошюр, открыток, папок,
вставок для CD-дисков и буклетов, этикеток,
складных коробок, наклеек и множества
другой продукции.

|

2004.jpg)
