| Рекомендации
EFTA по колориметрической
характеризации красок
| Уэльсский Центр
печати и нанесения покрытий (г. Суонси,
Великобритания) проводит в своей Инженерной
школе фундаментальные научные исследования
по совершенствованию технологий печати
и нанесения покрытий как производственных
процессов. Центр выполняет исследования
по всем аспектам процессов печати
и нанесения покрытий. |
Д-р
Т. С. Клайпол,
Уэльсский Центр печати и нанесения покрытий,
Инженерная школа, Уэльсский университет
Очевидно,
что краска влияет на печатное изображение.
Чтобы сократить время подготовки к печати
и добиться хорошего согласования тиражного
оттиска с пробным, важно получить желаемые
цветовые характеристики краски прежде,
чем она попадет в машину. Так как краска
входит в красочный аппарат как часть системы,
она должна иметь одинаковую насыщенность
во всех партиях, чтобы при смешении обеспечивать
соответствующую консистенцию. Реологические
характеристики также оказывают огромное
влияние на производительность печатной
машины. Это должно быть учтено еще до
начала печати тиража.
Прозрачность краски имеет особое значение
в растровой многокрасочной печати, где
цвет изображения создается с помощью наложения
красок. Диапазон цветов, воспроизводимых
при субтрактивном синтезе, зависит от
возможности видеть одну краску сквозь
другую, то есть от прозрачности краски.
Этот момент особенно важен при использовании
красок с высокой кроющей способностью.
Таким образом, очень важно обеспечить
достаточную прозрачность краски еще до
ее попадания в печатную машину.
Инструкции Европейской флексографской
технической ассоциации EFTA объясняют
методику колориметрической характеризации
краски. Они основываются на работах Центра
печати и нанесения покрытий, которые спонсировались
EFTA и Технологической группой по флексографской
печати. Рекомендации сфокусированы на
триадных красках, хотя, в принципе, могут
применяться и для специальных красок.
Их распространение на специальные и дополнительные
краски - часть разработок, поддерживаемых
в настоящее время EFTA. В других инструкциях
будет рассматриваться описание и измерение
реологических свойств красок.
Измерение цвета краски
Шаг
первый: определение цвета. При
измерении цвета первым требованием является
определение его объективных характеристик.
Обычно для этого используется цветовое
пространство CIE Lab. Это трехмерное декартово
пространство, отображающее цветность и
яркость краски.
Цвет измеряется с помощью спектроденситометра.
Оптическую плотность и цветовой тон определяют
по количеству света, отраженного от запечатанной
поверхности. Денситометр и 0/45 спектрофотометр
имеют одинаковую внутреннюю оптическую
конфигурацию, поэтому комбинированный
прибор может измерять как цвет, так и
оптическую плотность в зависимости от
того, что именно анализируется. Настройка
прибора осуществляется в соответствии
со стандартом ISO 12647-1, который предписывает
освещение D50 и угол обзора 2°. Оптическая
плотность и координаты CIE L*a*b* могут
фиксироваться при каждом измерении.
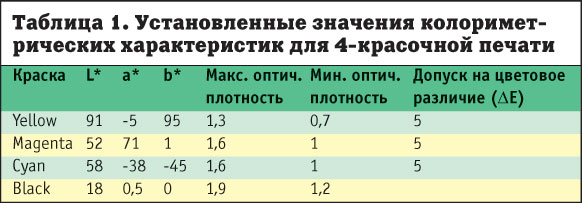
Значения колориметрических характеристик
для четырехкрасочной печати можно взять
из стандарта ISO 2846-5: «Полиграфическая
технология - спецификация по цвету и прозрачности
триадных печатных красок: Часть 5. Флексографская
печать». Кроме того, можно воспользоваться
информацией из табл. 1.
Шаг второй:
подготовка образца. Во флексографии толщину
красочного слоя определяют следующие параметры
печатного процесса: объем ячеек анилоксового
вала и реологические свойства краски.
Цвет регулируется добавлением в краску
разбавителя или растворителя (сольвента)
для снижения концентрации пигмента и,
следовательно, изменения насыщенности.
Использование разбавителя ослабляет насыщенность
цвета без изменения вязкости краски, так
что толщина красочного слоя остается постоянной.
Процесс измерения состоит из создания
комплекта образцов с максимальным диапазоном
цветового охвата, какой только можно получить
на печатной машине, и последующего определения:
попадают ли показатели краски в интервал
допустимых значений.
Колориметрические характеристики передают
изменение насыщенности краски, но не изменение
толщины красочного слоя, что требует соответствующего
метода измерения. Одним из простейших
является метод автоматического получения
красочного слоя на устройстве K-bar (см.
«Комментарий редакции»). Такой способ
подходит для сольвентных красок, но для
высоковязких, таких как УФ-отверждаемые,
метод не позволяет определить, тонкий
это слой или достаточно толстый. Флексографские
УФ-краски достигают рабочей вязкости непосредственно
в машине, поэтому необходимо соответствующее
тестирование их печатных свойств с помощью
пробной печати.
| комментарий
редакции
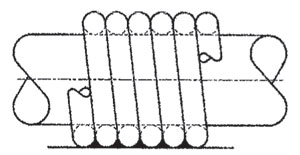
Устройство
K-bar
K-bar
- несложное устройство для точного
нанесения слоя жидких красок или
других жидкостей на образец материала.
Оно представляет собой стержень
с навивкой из проволоки, изготовленный
с прецизионной точностью из нержавеющей
стали. С помощью устройства с плотной
навивкой проволоки можно наносить
слои толщиной от 4 до 120 мкм. Устройство
со спиральной, более свободной навивкой
дает возможность получить слои толщиной
до 500 мкм. Изготовитель - компания
Labomat Essor, Бельгия.
 |
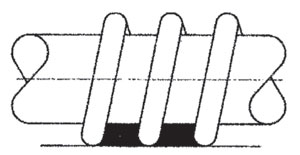 |
| Схема
устройства K-bar с плотной (слева)
и более свободной (справа) навивкой |
|
Запечатываемый материал также оказывает
значительное воздействие на цветовые характеристики
изображения, это нужно принять во внимание.
Для абсолютной ясности картины следует
использовать бумагу без оптических отбеливателей,
такую как ABCO. Тогда можно будет будет
сравнивать универсальные данные, полученные
с соответствующей ISO точностью. Как бы
то ни было, процесс можно контролировать,
если хорошего качества бумага или субстрат
подобны материалу, используемому для печати
тиража. Нужно иметь в виду, что замена
субстрата повлияет на цвет краски не только
при действительном изменении цвета материала,
но и потому, что его поверхностные свойства
физически участвуют в создании образца
для измерения. В любом случае, прежде
чем взять тот или иной субстрат, необходимо
проверить его цветовые и физические характеристики.
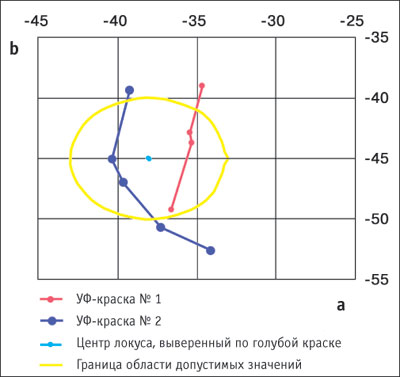 |
Рис. 1.
Образец данных по УФ-краскам,
представленных в системе координат
CIE a* и b* |
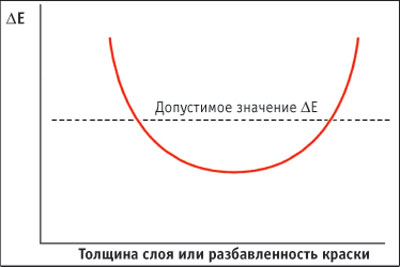 |
Рис. 2.
Схематическая зависимость delta E
от степени разбавления краски |
Для получения цветовых характеристик
флексографских красок существует выбор
между пробами, полученными на устройстве
K-bar, и на обычном пробопечатном станке-тестере.
И то, и другое позволяет определить требуемую
толщину красочного слоя и, если нужно,
добавить растворитель для изменения насыщенности
цвета. Использование разбавителя, который
обладает свойствами краски-основы без
пигмента, варьирует цветовую насыщенность
без изменения вязкости краски, поэтому
толщина слоя остается постоянной. Первым
шагом данной методики является получение
краски, полностью готовой к печати. Такая
краска содержит все требуемые компоненты
и имеет рабочую (машинную) вязкость. Регулирующий
разбавитель к этому времени также доведен
до рабочей вязкости. Этот прозрачный состав
обладает всеми необходимыми характеристиками
для снижения концентрации пигмента без
значительного влияния на реологические
свойства.
Выбрав метод получении слоя краски соответствующей
толщины, нужно подготовить серию оттисков
с различной цветовой насыщенностью. Краска,
эквивалентная рабочей, готовится для устройства
K-bar или пробопечатного станка. Чистая
краска и основа-разбавитель доводятся
до рабочей вязкости. Оттиски получают
с неразбавленной краской и при двух вариантах
ее разбавления: 50% краски/50% разбавителя
и 10% краски/90% разбавителя. Это делается
для того, чтобы получить полный диапазон
оптических плотностей. Затем оптические
плотности оттисков измеряются, а результаты
интерполируются таким образом, чтобы можно
было подобрать приемлемую величину разбавления,
дающую значение плотности выше требуемой
стандартом. По этому значению разбавления
определяют рабочую вязкость краски. Краску,
имеющую рабочую вязкость, смешивают с
разбавителем в пяти определенных соотношениях
для формирования серии оттисков от 90%/10%
до 50%/50% (краска/разбавитель). Разбавление
носит прогрессирующий характер: краска
содержит все больше основы-разбавителя
и все меньше пигмента, вследствие чего
снижается ее насыщенность. Процесс идет
с шагом в 10% до тех пор, пока не будет
охвачен весь диапазон оптических плотностей.
Шаг три: анализ
данных. Как отмечалось выше, разбавление
способствует снижению концентрации пигмента,
следовательно, краска становится менее
насыщенной. После каждого разбавления
координаты краски внутри цветового пространства
CIE Lab наносят на диаграмму. Целью является
построение локуса, который будет проходить
через границу области допустимых значений.
В центре локуса находится точка нулевого
цветового различия delta E, выверенная
по голубой краске. Данные могут быть представлены
в виде зависимости a* от b* (рис. 1),
показывающей, как цветовые характеристики
краски приближаются к требуемому значению
цветового тона и насыщенности, но не включающей
яркостную составляющую.
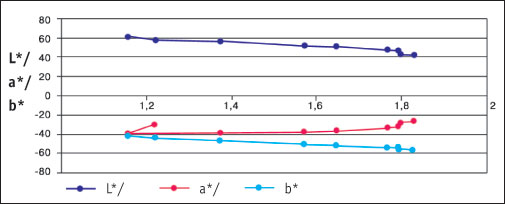
Рис. 3. Зависимость координат
цветности CIE L*, a* и b* от оптической
плотности
Результаты могут быть выражены и через
зависимость delta E от разбавленности
краски или толщины красочного слоя (рис.
2). Цветовое различие delta E - это разница
между фактическим и установленным значением
цвета. Такая кривая уже включает яркостную
составляющую. Чтобы краска попадала в
интервал допустимых значений, кривая delta
E должна иметь несколько точек ниже линии
допуска во всех сериях разбавления. Для
каждой из основных красок существует диапазон
оптических плотностей, который будет обеспечивать
достаточную длину локуса, необходимую
для точной оценки отклонения величины
delta E от требуемого значения.
Даже при пятиступенчатом разбавлении
точки, имеющие координаты цветности, близкие
к установленным, в некоторых случаях могут
попасть между двух точек кривой разбавленности.
В экстремальной ситуации это может привести
к тому, что цвет краски будет интерпретирован
как не соответствующий стандарту. Это
следствие недостатков метода, которые
можно преодолеть с помощью интерполяции
данных между полученными точками и построения
непрерывной кривой. Когда строится графическая
зависимость координат цветности CIE L*,
a* и b* от оптической плотности, график
по L* фактически является прямой линией
(рис. 3).
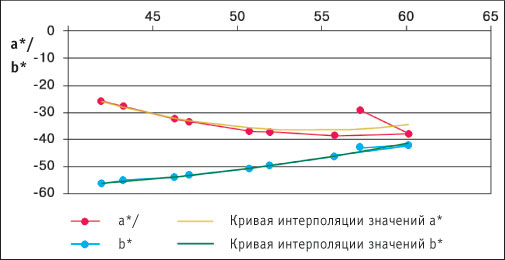
Рис. 4. Зависимость координат
CIE a* и b* от CIE L*
Следовательно, можно строить зависимости
a* и b* от L* (рис. 4). Кривые второго
порядка с достаточной точностью аппроксимируют
полученные данные. Уравнения кривых могут
применяться для вычисления значений координат
a* и b* при любых L* внутри используемого
диапазона оптических плотностей. Таким
образом, можно интерполировать кривые
и находить минимальное значение delta
E (рис. 5).
Краска приемлема, если минимальное значение
delta E меньше допустимого, и полностью
соответствует определенному цвету, если
их локусы совпадают. При использовании
краски для заполнения краскоподающей системы
процентное отношение разбавителя необходимо
скорректировать и приблизить к реальным
условиям работы с помощью устройства K-bar
или пробопечатного станка. В противном
случае у краски будет другая насыщенность
цвета.
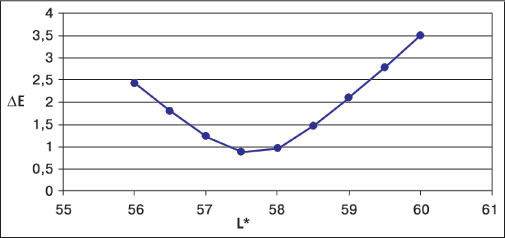
Рис.
5. Интерполяция зависимости delta E от
L*
Шаг четыре:
измерение прозрачности. Прозрачность краски
оценивают по тем же самым сериям разбавления
и толщины красочного слоя, что и для определения
цвета. В данном случае слой краски наносится
на мелованную черно-белую карточку. На
такой карточке два поля: запечатанное
черное с высокой оптической плотностью
(яркость L* меньше 6) и белое. Материал
карточки светонепроницаем, это ликвидирует
воздействие цвета подложки, на которой
измеряется оттиск. Перед использованием
спектрофотометра проводятся замеры по
черному полю. На карточке ставится отметка,
указывающая место измерения. После нанесения
краски карточка измеряется снова в том
же самом месте (это позволяет уничтожить
влияние любых колебаний оптической плотности
на черной плашке). Затем вычисляется разница
между delta E незапечатанного и запечатанного
полей карточки. Значительное усиление
цвета субстрата, видимого сквозь разбавляемую
краску, связано с изменением ее насыщенности
и означает, что краска имеет высокую степень
прозрачности, и наоборот. Значение цветового
различия при каждом разбавлении наносится
на график зависимости delta E от процентного
соотношения краски (рис. 6). График должен
получиться линейным. Угол наклона прямой
отражает изменение delta E через процентное
изменение насыщенности краски. Прозрачность
определяется как отношение единицы к углу
наклона или как величина изменения процентного
соотношения краски, необходимая для изменения
delta E на единицу.
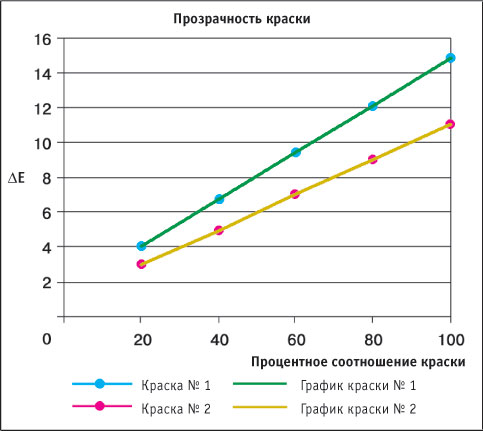
Рис.
6. Вычисление зависимости delta E от процентного
соотношения краски с помощью графика ее
прозрачности
Могут возникнуть трудности с измерением
прозрачности, если слой краски слишком
толст или диапазон оптических плотностей
недостаточен. В первом случае слой оказывается
светонепроницаемым, и изменение разбавленности
не влияет на измерение прозрачности краски.
Похожий эффект получается и при недостаточном
диапазоне оптических плотностей, так как
их разница в двух последовательных сериях
разбавления столь незначительна, что угол
наклона графика прозрачности краски стремится
к нулю.

|

2003.jpg)
