| Очистка
анилоксовых валов -
настоящее и будущее
| Очистка анилоксов
- обычное дело на флексографском предприятии.
Чаще всего подход традиционный: «чем
раньше чистили, тем и будем продолжать».
Но что делать, если несмотря на ежедневный
уход, качество печати становится все
хуже? О современных способах очистки
читайте в статье. |
|
Дмитрий Тараненко,
издательство «Курсив»
|
Чистота
анилоксовых валов во флексографии – один
из ключей к качественной печати. Без ее
поддержания невозможно решить, например,
проблему разнооттеночности оттисков. Если
ячейки анилоксового вала забиты грязью,
засохшей краской или лаком, то добиться
приемлемого качества вряд ли удастся.
Следует сразу оговориться, что для поддержания
высокого качества продукции анилоксовый
вал должен проходить очистку сразу после
окончания печатных работ, когда проще
всего очистить ячейки. На практике об
этом часто забывают, периодически откладывая
или прерывая для печати срочного заказа
столь необходимую процедуру чистки. Это
приводит прежде всего к уменьшению величины
краскопереноса анилоксового вала - то
есть к снижению способности переносить
необходимое количество краски или лака.
В этом случае нужны эффективные способы
удаления нежелательных остатков, позволяющие
восстановить прежний объем ячеек.
Какие же требования предъявляются к методам
очистки? Это прежде всего:
- обеспечение глубокой очистки ячеек
анилоксового вала;
- достижение и соблюдение баланса между
скоростью и эффективностью очистки при
обеспечении целостности поверхности
вала;
- при очистке анилоксовый вал не должен
быть поврежден;
- сухие остатки красочного пигмента,
лака и др., оседающие на дне ячейки,
должны полностью удаляться.
Химические
методы
Под
химическими методами понимаются такие
операции по очистке анилоксовых валов,
главным чистящим компонентом в которых
является химически активное вещество.
Суть таких методов заключается в растворении
остатков краски, забивающих ячейки, после
чего продукт реакции необходимо смыть,
для чего чаще всего применяют смывку струей
воды под давлением. Химические растворы
на современном предприятии используются
ежедневно, и в большинстве случаев они
прекрасно справляются с работой, а кроме
того, позволяют производить очистку без
демонтажа вала.
Химические растворы можно разделить на
две группы, в зависимости от компонентов,
входящих в их состав:
- агрессивные;
- неагресивные.
Агрессивные растворы
- это, как правило, щелочи с очень высоким
уровнем pH (12–14). Такие растворы являются
очень эффективными очистителями, способными
произвести глубокую очистку от красочных
пигментов и лаков даже у анилоксовых валов
с линиатурой 1000 lpi и выше. К недостаткам
агрессивных растворов относятся:
- высокая корозийная активность, особенно
в отношении алюминия;
- вероятность получения обслуживающим
персоналом химических ожогов.
|
Автоматическая система
химической очистки FW993
компании Flexo Wash. Предна-
значена для узкорулонной
печати и позволяет обраба-
тывать до шести анилоксовых
валов одновременно.
Поставщик - «Итрако»
|
Именно последний, субъективный недостаток
приносит наибольший вред производству.
Множество рабочих не имеют достаточного
образования и знаний, чтобы правильно
обращаться с подобными химикатами, а это
может привести к сильным ожогам. Кроме
того, многие думают, что чем большую концентрацию
очистителя они будут использовать, тем
лучше и быстрее пройдет очистка. Это неверно!
Необходимо строго следовать рекомендациям
производителя, чтобы не повредить анилоксовый
вал и максимально обезопасить себя от
непредвиденных ситуаций.
Потенциально возможно пополнение этой
группы веществами, обладающими кислотными
свойствами (pH=1–3). При всей своей эффективности
они наделены большими недостатками, мешающими
внедрению таких растворов:
- небезопасность для рабочих при попадании
на кожу;
- сложность контроля очистки;
- возможность коррозии основы вала вследствие
неосторожного обращения;
- потенциальная возможность разъедания
стенок ячеек в процессе чистки.
|
Металлические и нейлоновые
щетки для ручной очистки
анилоксовых валов
|
Решением, позволяющим устранить такие
недостатки, стала разработка вязких очищающих
растворов. Их гелеобразная структура легко
заполняет ячейки анилоксового вала и при
этом не способна проникнуть в поры керамической
поверхности. Таким образом, химические
реагенты не достигают металлической основы
анилоксового вала. Поэтому возможно применение
реагентов, обладающих сильными кислотными
свойствами (pH<1,5) или щелочными свойствами
(pH>12). Расход вязкого очистителя
при использовании полуавтоматических систем
не превышает 100 мл на м2. Столь малый
расход реагента позволяет очистным системам,
применяя фильтрацию и нейтрализацию промывной
воды, полностью соответствовать требованиям,
предъявляемым к сточным водам. К сожалению,
ввиду высокой агресивности такой метод
применим только к анилоксовым валам с
керамической поверхностью и неприменим
к хромированным.
Неагрессивные
растворы - щелочные чистящие вещества
с уровнем pH=10–12. Такие вещества не
вызывают коррозию и при правильном применении
не несут опасности. Но по сравнению с
агрессивной химией имеют ряд минусов:
- меньшая эффективность чистки;
- неполное удаление осадка (чаще всего
удалению подвергается только засохший
красочный пигмент);
- «обманный эффект», из-за которого
даже специалисту может показться, что
анилоксовый вал полностью очищен, хотя,
возможно, существует необходимость еще
одной очистки.
Часто вместо специально предназначенных
растворов используют бытовые универсальные
химические очистители. Плохо это или хорошо
– однозначного ответа дать нельзя. Следует
понимать, что в составе таких растворов
есть очень агрессивные вещества, способные
при неправильном применении повредить
анилоксовый вал. Кроме того, без тщательного
осмотра вала невозможно судить о степени
успешности его очистки.
|
Автоматическая система
химической очистки FW993
для широкорулонных печатных
машин производства Flexo Wash.
Процесс длится 10–20 мин.
|
Системы, реализующие принцип химической
очистки, представляют собой закрытый резервуар,
куда устанавливается анилоксовый вал.
Внутри этого резервуара он вращается и
моется нагретым очищающим раствором. Когда
этот цикл очистки завершен, на вращающийся
вал по всей длине направляется струя воды
под высоким давлением, которая удаляет
остатки очищающего раствора и растворенной
краски. Как правило, процесс очистки завершается
сушкой сжатым воздухом.
|
Автоматическая система
химической очистки Recyl
AC703. Позволяет обраба-
тывать до трех анило-
ксовых валов одновре-
менно. Поставляется
компанией «Вариант»
|
Однако следует принять во внимание и
неприятности, которые может принести такая
очистка - при неправильном применении
повреждения невозможно оценить визуально.
Могут пройти месяцы, пока станет ясно,
что анилоксовые валы повреждены. Основной
причиной, безусловно, является коррозия,
а у валов с керамическим покрытием существует
возможность появления небольших сколов.
Нужно помнить, что керамическое покрытие
вала пористое, и поэтому химикаты могут
проникнуть вплоть до металлической основы.
Повреждение керамического покрытия (сколы
и т. д) значительно ускоряет процесс их
проникновения к металлической основе,
вызывая пузырение и расслоение. Минимизировать
коррозию можно применением чистящих средств
с уровнем pH от 6 до 10,5.
Тут необходимо рассказать еще об одной
- скрытой - неприятности. Некоторые печатники
используют для очистки растворы с высоким
уровнем pH, разбавляя их водой и при этом
не замеряя pH получившегося раствора.
Основной проблемой является то, что уровень
pH - величина логарифмическая, и поэтому
разбавление водой высокощелочного раствора
в пропорции 1:1 совсем не означает, что
уровень pH понизится пропорционально.
Так например, для понижения уровня pH
c 12,4 всего на несколько десятых потребуется
разбавление водой в пропорции 4:1. Но
необходимо иметь в виду то, что pH красок
на водной основе обычно находится между
8,5 и 9,4, а для получения максимальной
эффективности pH очистителя должен быть
больше pH краски.
Как выбирать
На
что еще нужно обратить внимание при выборе
химического очистителя? Лучше всего перед
покупкой и использованием сначала удостовериться
у поставщика красок, не будет ли проблем
с конкретным очистителем. Даже небольшое
количество негативно реагирующего с конкретной
краской очистителя, случайно попавшего
в краску при печати, может значительно
ухудшить качество оттисков.
Чем чистить
Отдельного
упоминания заслуживает и метод ручной
очистки с помощью щеток.
Прежде всего надо сказать, что для разных
покрытий нужны разные щетки:
- стальные - для керамики;
- латунные (медные) - для хромового
покрытия;
- нейлоновые - для стальных валов.
Такие щетки, несмотря на то, что не могут
проникать вглубь ячеек высоколиниатурных
валов, обеспечивают равномерное распределение
и циркуляцию чистящего раствора.
В заключение обзора химических методов
очистки следует отметить: поскольку при
их применении возможно возникновение проблемы
отходов, очень важно, чтобы подобные автоматические
системы включали устройства, отфильтровывающие
из отработанных растворов удаленные из
ячеек отложения, перерабатывая их в нейтральные
сточные воды и твердый осадок, которые
устраняются соответствующим образом.
Струйная очистка
(обдув)
Системы
струйной очистки с использованием различных
веществ используют давление воздуха для
обработки поверхности анилоксового вала,
удаляя отложения из его ячеек.
В принципе для очистки анилоксовых валов,
с небольшими затратами на переоборудование,
могут применятся практически любые промышленные
системы, удовлетворяющие следующим требованиям:
- используемое при очистке вещество
должно быть значительно мягче покрытия
вала, чтобы не разрушались выгравированные
ячейки;
- используемый абразив должен удалять
такие специфические загрязнители, как
засохшая краска и лак;
- насадка, через которую распыляется
абразив, должна обладать небольшими
габаритами для того, чтобы обеспечить
равномерное перемещение вдоль поверхности
вала;
- используемое для очистки вещество
должно состоять из достаточно мелких
частиц, которые могли бы проникать в
ячейки вала;
- оборудование должно обеспечивать постоянное
расстояние и угол наклона (90°) между
распылителем и поверхностью вала;
- продолжительность очистки должна строго
регулироваться посредством измерения
скорости вращения вала и скорости перемещения
распылителя. Оптимальное время и скорость,
как правило, определяются опытным путем,
с учетом обеспечения целостности и сохранности
стенок ячеек;
- давление воздуха должно регулироваться
в широких пределах. Недостаточный уровень
давления сведет на нет все усилия оператора
по достижению хороших результатов, избыточный
- может привести к повреждению гравированной
поверхности.
Этот метод рекомендуется использовать
очень осторожно, и не стоит применять
его ежедневно, так как потенциальная опасность
повредить стенки ячеек очень велика. Метод
может рекомендоваться в качестве дополнительного
способа очистки при регулярном техническом
обслуживании.
Наибольшее распространение в полиграфии
получили три вида систем струйной очистки,
отличающиеся типом применяемого абразива:
- двууглекислая сода;
- сухой лед;
- пластик.
Такие системы, специально разработанные
для применения в полиграфии, лишены главного
недостатка промышленных струйных систем
очистки - возможности повреждения очищаемой
поверхности.
Очистка с использованием
двууглекислой соды. Применение
этого абразива дает возможность производить
очень «мягкую» очистку. Это позволяет
считать его безопасным для поверхности
анилоксового вала. Основным преимуществом
такого метода являются малые размеры частиц
- они беспрепятственно проникают в ячейки.
Характерная особенность метода - невысокое
давление воздуха. Для анилоксовых валов
с хромовым покрытием, а также для механически
гравированных валов рекомендуется давление
воздуха в пределах 140–170 кПа. Для гравированных
лазером керамических валов - 210–240 кПа.
|
Чистящая система Accu Graphic
In-line компанией Accustrip
может быть установлена на
машины любого формата.
Сначала вал обрабатывается
двууглекислой содой, потом
струями воды
|
Подобные системы нашли широкое применение
во всем мире, и на сегодняшний день доступны
практически любые модификации оборудования,
позволяющего производить очистку валов
любой длины и диаметра. Кроме того, существуют
специальные модификации оборудования (on-press),
позволяющие производить очистку валов
широкорулонных машин без их демонтажа,
что значительно экономит время.
Наиболее известные поставщики такого
оборудования: Accustrip, ARCS, Armakleen,
Bio Blast, Sani-Blast, S&B Cleaning.
Криогенные системы
очистки широко используются полиграфистами
для очистки печатных машин. Они дают прекрасные
результаты и при этом не оказывают негативного
влияния на окружающую среду.
Основным чистящим веществом является
так называемый «сухой лед» - твердая форма
углекислого газа (CO2), обладающая необходимыми
для чистки свойствами: он не имеет запаха,
цвета, не проводит электричество и не
воспламеняется, а кроме того, обладает
доступной ценой и в сжиженном состоянии
может храниться длительное время. Температура
его –78,33°С. Принцип действия достаточно
прост: из специальной насадки под давлением
550–700 кПа распыляются мелкие гранулы
сухого льда. Данный процесс очистки практически
идентичен струйному, но обладает особенностями:
при соударении с очищаемой поверхностью
наблюдается эффект сублимации (испарения).
Кроме того, из-за большой разницы температур
между очищаемой поверхностью и загрязнением
образуется воздушная прослойка, способствующая
процессу очистки. В момент удара гранулы
сжимаются, после чего в точке соударения
происходит «микровзрыв» или даже «микроснегопад»,
который и смывает загрязнение с поверхности.
Чистка сухим льдом не приводит к износу
покрытий и не требует применения дополнительных
веществ для нейтрализации реагентов, так
как лед полностью испаряется.
Однако практическому применению этого
метода для очистки анилоксовых валов существует
главное препятствие: диаметр гранул сухого
льда в несколько раз больше, чем средний
диаметр ячейки даже низколиниатурных анилоксовых
валов. В этом случае при чистке частицы
сухого льда достигают только верхних краев
ячеек, так как их размер не позволяет
проникнуть вглубь. Попытки решения этой
проблемы привели к использованию в новом
оборудовании специальных систем, получающих
мелкие частицы путем откалывания от более
крупных. Еще одно препятствие, вставшее
на пути разработчиков - необходимость
использовать давление воздуха, значительно
превышающее безопасное для анилоксового
вала, в результате чего возможно сильное
повреждение стенок ячеек.
Струйная очистка
частицами пластика. Несмотря на
внушающее опасения название, этот метод
рекомендуется как полностью безопасный
для гравированной поверхности керамического
анилоксового вала. За рубежом многие компании,
оказывающие услуги по техническому обслуживанию
печатных машин, имеют установки для такой
очистки. Приобретать такую систему для
внутреннего использования становится целесообразным
при необходимости частой чистки большого
количества анилоксовых валов.
|
Новая разработка компании
Microclean - вертикальная система
16A для чистки валов частицами
пластика. Поставщик - НТЦ «Огард»
|
Частицы пластика на основе полиэтилена
распыляются через насадку под давлением
(в зависимости от системы и анилоксового
вала) в диапазоне от 250 до 480 кПа. Такой
пластик достаточно мягок и не повреждает
ячейки. Особенность заключается в строении
самих частиц - они имеют острые, деформирующиеся
края, что позволяет при соударении с поверхностью
отскакивать и уносить с собой отложения.
После этого частицы пластика направляются
на воздушный фильтр, где от пластика отделяются
отложения, удаленные из ячеек, а в магнитном
поле удаляются стальные частицы ракеля.
Затем все нежелательные частицы отправляются
в контейнер для отходов, а пластик возвращается
в устройство для дальнейшего использования.
Системы, реализующие такой метод, как
правило, полностью закрыты для уменьшения
шума и защиты от пыли.
Основное достоинство таких систем - возможность
очистки ячеек высоколиниатурных анилоксовых
валов (уже сейчас существуют системы,
способные безопасно очищать гравированные
YAG-лазером валы с линиатурой до 1500
lpi при толщине стенок 3 мкм). Однако
и здесь возможны проблемы - при применении
устаревшего абразива (частицы которого
имеют гораздо большие размеры, чем у новых)
для очистки валов с линиатурой более 1000
lpi возможно «закупоривание» ячейки, то
есть частицы могут просто-напросто там
застрять. Поэтому необходимо проконсультироваться
с поставщиком таких систем перед применением
для очистки современных высоколиниатурных
анилоксовых валов.
Как правило, на выбор покупателя предоставляются
несколько практических решений, например,
фирма Micro Clean позволяет выбрать:
- стандартный набор, позволяющий производить
очистку около 400 раз без каких-либо
значимых повреждений вала. Подходит
практически для всех типов анилоксовых
валов;
- набор для трудносчищаемых и застарелых
отложений;
- интенсивный набор - для очистки анилоксовых
валов широкорулонных машин и металлизированых
красок;
- набор для высоколиниатурных валов,
гравированных YAG-лазером.
Поставкой и разработкой такого оборудования
занимается компания Absolutely MicroClean
International.
Ультразвуковой
метод очистки
|
Microclean 16A изнутри:
простая конструкция удобна
для установки анилокса
|
Этот
способ использует ультразвуковые волны
для вызова кавитации - образования микроскопических
пузырьков газа в жидкости. Такие пузырьки
находятся под давлением и разрываются
при соприкосновении с очищаемой поверхностью.
В момент разрыва освобожденная энергия
и обеспечивает интенсивную очистку. Весь
процесс протекает в емкости с очищающим
раствором при непрерывно вращающемся погруженном
целиком или частично анилоксовом вале.
В теории все просто. На практике же процедура
очистки сильно меняется в зависимости
от размера вала, характеристик гравирования,
конструкции чистящего оборудования и применяемых
методик предварительной очистки.
Затраты времени на предварительную очистку
достаточно велики и обычно составляют
более 80% времени, необходимого для всего
процесса чистки. В ходе нее используются
специально разработанные очищающие растворы,
как правило, с очень высоким значением
pH. Такая обработка размягчает отложения
в ячейках анилоксового вала, что обеспечивает
эффективную, а главное, быструю очистку
на последующем этапе ультразвуковой очистки.
Применение предварительной очистки накладывает
риск коррозии, равноценный риску при химической
очистке вала.
Системы звуковой очистки могут нанести
непоправимый вред при неправильном подборе
параметров работы. Особенно опасно это
для гравированных лазером высоколиниатурных
анилоксовых валов, так как стенки их ячеек
очень тонкие, при неправильном управлении
кавитацией может произойти их деформация
и даже разрушение. Кроме того, есть еще
одна проблема, которую связывают именно
с ультразвуковой очисткой - так называемый
«камуфляжный» эффект. Его суть заключается
в том, что некоторые области после чистки
так и остаются неочищенными, в результате
чего вал внешне напоминает камуфляж. Происходит
это из-за отражения звуковых волн от стенок
емкости, в результате чего отраженные
колебания складываются с неотраженными,
взаимно компенсируя друг друга. Самое
плохое, что на проявление этого деффекта
практически не влияют ни режимы очистки,
ни химический состав жидкого очистителя.
В современных системах очистки эта проблема
решена применением нескольких источников
звуковых волн, работающих на разных частотах,
либо одного, но постоянно изменяющего
частоту в указанных пределах.
Для каждого анилоксового вала необходима
установка и выполнение индивидуальных
параметров обработки. К таким параметрам
относятся:
- мощность ультразвукового излучения,
прямо пропорционально влияющая на интенсивность
кавитации;
- частота ультразвукового излучения.
С ростом частоты уменьшается размер
пузырьков и уменьшается интенсивность
кавитации. Обычно стремятся использовать
минимальные значения частоты - порядка
40 кГц, но для конкретного типа оборудования
эта величина может существенно меняться;
- температура очищающего раствора. Обычно
рекомендуется поддерживать ее в пределах
50–65°С для предсказуемого управления
всем процессом. Кроме того, необходимо
понимать, что основное эксплуатационное
отличие керамического покрытия - его
хрупкость. При повышении температуры
относительное расширение алюминиевой
основы гораздо больше, чем керамики,
что при резком превышении рекомендуемых
значений температуры может привести
к растрескиванию керамического покрытия;
- состав очищающего раствора. Он зависит
как от конкретного типа очищаемого оборудования,
так и от характеристик анилоксового
вала;
- время очистки. Выработанные на практике
рекомендации говорят о том, что процесс
ультразвуковой обработки высоколиниатурных
валов должен длиться не более 5 мин,
чтобы не повредить гравированную поверхность
вала.
Величины описанных параметров могут сильно
отличаться для разных типов оборудования.
В процессе работы установки необходимо
следить за вращением вала - небольшое
замедление или остановка вращения может
повлечь за собой непоправимые повреждения.
То же самое относится и к системам струйной
очистки.
Разработкой и поставкой такого оборудования
занимаются: Daetwyler, Meca.
Лазерная очистка
Такие
системы стали появлятся совсем недавно,
но уже используются во многих отраслях
промышленности, например, для очистки
предметов искусства, скульптур. В таких
системах используются особые лазеры (обычно
ND:YAG) со специально разработанной для
этой цели оптикой. Наиболее распространен
механизм сухой лазерной очистки (DLC).
Суть его заключается в следующем: при
облучении лазером частицы загрязнения
ее поверхность резко нагревается, в результате
чего генерируются сильные колебания, которые,
проходя через частицу, вызывают уменьшение
ее адгезии к поверхности и провоцируют
незамедлительный отрыв. Оторвавшиеся частицы
собираются в специальной фильтрационной
установке.
 |
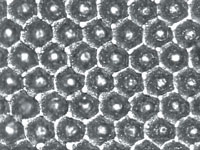 |
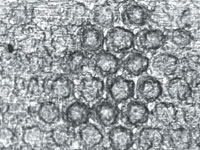
Результат очистки анилоксового вала
можно увидеть при небольшом увеличении:
слева - поверхность до очистки, справа
- после |
По утверждению производителей, такие
системы могут эффективно очищать гравированные
лазером анилоксовые валы c керамическим
покрытием и линиатурой до 1200 lpi, не
повреждая при этом сами ячейки. К сожалению,
такие системы достаточно дороги, а значит,
и лазерная очистка в ближайшее время будет
доступна только крупным сервисным компаниям.
Типографиям потребуются дополнительное
время и деньги на доставку вала для очистки.
Со временем такие системы, возможно, займут
свое меcто среди систем очистки анилоксовых
валов.
Разработчиком такого оборудования является
компания Laserlife.
Заключение
Несмотря
на многообразие методов очистки, на текущий
момент нет ничего лучше, чем планомерно
и своевременно проводить очистку анилоксового
вала самым доступным из них, не дожидаясь,
пока краскоперенос снизится до критического
уровня. Но если все-таки требуется глубокая
очистка, то следует помнить, что при правильном
применении любой из современных методов
даст прекрасные результаты и позволит
продлить жизнь анилоксового вала. Выбирая
новую систему очистки, следует для себя
решить главный вопрос - нужно устройство,
установленное прямо в машине, или же подойдет
система, для которой необходим демонтаж
вала. А дальше, руководствуясь объемами
работ и видом анилоксовых валов, превалирующим
в типографии, выбор сделать совсем не
трудно.
Редакция благодарит
за помощь в подготовке материала компании:
Harper Scientific
Flexo Wash
Accustrip Denmark
Solvent Kleene
"Вариант"
НТЦ "Огард"

|

2003.jpg)








