 |
||||||
|

С. Бочкарев,
«СанКемикэл-МПК»
дефекты и способы их устранения
![]()
![]()
![]()
В статье подробно рассмотрены дефекты, возникающие при печати на гофрокартоне, проанализированы их причины и даны варианты способов устранения
Целый ряд преимуществ, в первую очередь экологических, способствует широкому применению водоразбавляемых красок для глубокой и флексографской печати в производстве бумажной и картонной упаковки. Конкурентоспособность водоразбавляемых красок повысилась во многом благодаря возможности устранения их основных недостатков, особенно низкой скорости испарения и высокого поверхностного натяжения воды.
Водоразбавляемые краски обладают целым рядом неоспоримых преимуществ. Содержащиеся в них синтетические смолы обеспечивают оптимальную комбинацию текучести, быстрого растворения красочной пленки на печатной форме при запуске машины после остановки и быстрого формирования красочной водостойкой пленки на бумажном субстрате.
В этой статье сделана попытка обобщения проблем, возникающих при печати по гофрокартону. Даются рекомендации по их устранению на основании опыта наших коллег, использующих краски фирмы «Сан Кемикэл–Московские печатные краски».
Условно проблемы качественной печати можно разбить на несколько групп, связанных с запечатываемым материалом, оборудованием, способом печати, применяемой краской.
Как известно, гофрокартон изготавливают как минимум из двух плоских слоев и одного гофрированного, находящегося между ними. Прочность получаемого гофроящика напрямую зависит от подбора материалов и качества изготовления заготовки. При печати это проявляется в так называемом эффекте «стиральной доски».
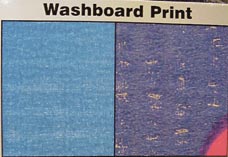
Рис. 1. Эффект «стиральной доски»
Как видно на рис. 1, краска не попадает в углубления верхнего слоя гофрозаготовки, что связано с плохим качеством гофрокартона. Такого дефекта можно избежать, используя более мягкие формы и более вязкую краску, пренебрегая при этом качеством печати штрихов и растра.
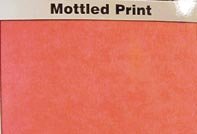
Рис. 2. Эффект «размытой печати»
В процессе изготовления гофрокартона возможны случаи неправильного нанесения клея и коробления гофрозаготовки из-за различной влажности слоев, что приводит к эффекту «размытой печати» (рис. 2). Обычно он устраняется увеличением давления формы на подложку. Можно также повысить вязкость краски для увеличения краскопереноса, но это может привести к появлению нежелательного отмарывания.
На качестве печати может также сказаться неверное сочетание материалов. Например, при запечатывании мелованного картона на машине без сушки нельзя использовать краску для печати по бурому картону. Краски для бурого картона обычно делают непрозрачными, более медленными и менее водостойкими. При запечатывании мелованного картона «неправильной» краской могут появиться отмарывание и проблемы с цветопередачей при наложении цветов. Возможно, краска вообще не будет накладываться на материал.
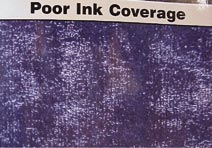
Рис. 3. Плохое наложение краски (непропечатки)
Этот дефект может проявиться как на невпитывающей подложке, так и на слишком пористой или неровной. Первое, что необходимо сделать в этом случае, это получить консультацию специалистов о краске для данного материала, затем отрегулировать толщину красочного слоя и, возможно, улучшить смачивание поверхности материала и определить требуемую скорость высыхания краски.
Издательство «Курсив»
 |